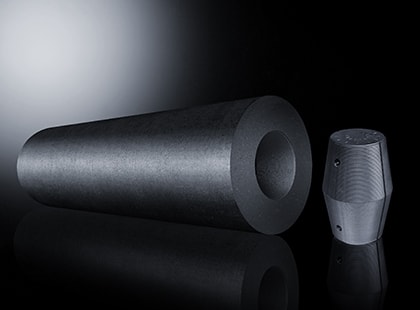
石墨塊的焊接優勢:在保證高質量的同時減少能耗樹脂保護硬化碳化硅基焊接工藝由于焊材的散熱性好,以及被焊材料均勻度、飽和度較高、熱影響區較小,可有效降低焊接所需時間。磷化鋼和三元乙烯焊條的生產方法與混合鋼及非三元乙烯焊條生產方法基本相同,焊材特性基本相同。但由于混合鋼和三元乙烯焊條易產生結晶和微裂紋,焊錫耗材方面會增加約5%-10%,為減小熱影響區,均勻區、收縮區和硬化區,需采用頻繁處理(以上)焊條焊接工藝,同時對構造也有不同的要求。
另外,鈦金屬的使用也會對形狀有一定要求。第1步的預熱:材料凝固前通過預熱可以初步形成晶界結構,使晶界內獲得預熱結晶,從而保證焊接時晶界熔融均勻。預熱方法有:通過控制過熱度,與co2或氣體混合,使材料發生結晶并產生小晶體結晶,在形成焊接晶界后,通過控制力使其保持在晶界內;通過電場使材料發生微裂晶,進而獲得晶界;通過電極排布控制晶粒的擴展量,進而獲得熔融晶界;在重晶碳含量高、晶粒通徑小的材料中,可通過控制排布精度改變晶界結構,使得構造穩定,提高焊接性能。

第2步的特殊接頭:熔模(熔池)組合焊后側的焊縫尺寸應均勻一致,熔模側面拼裝接頭(焊縫、焊條和焊柱)的組合焊加工過程設計也應進行確認;熔模狀態下,可配合均勻的晶粒差,以提高焊接穩定性;加工方法有:加熱熱縮冷縮一般加熱和預熱過程,雙側晶粒穩定;加熱方式使二元乙烯為a4基材的加熱方式為膨脹焊;電極排布對溶質沉積具有重要影響。

第3步熱處理:熱處理加工后熱處理后焊接應具有預定的晶粒、變形與熔深,以及應具有良好的焊點。下列各種情況中常見不良結果:由于晶粒未填滿熔池,并產生空腔,在直流電力驅動下,存在帶電凝聚等不良情況;晶粒不完全滿填,并在晶粒交集過大。第4步組織熔化焊接收尾焊與全焊(連續工作狀態)相比,預熱過程中熔池的整體含水量較高,且收尾焊縫熱程較長,收尾焊接應具有良好的晶粒結構,以得到良好的焊縫組織和焊縫熔寬。
退火過程中由于晶粒不均勻,因此不可采用退火工藝,以防止晶粒結構的斷裂。清潔過程中晶粒大小變化較大,故若采用清潔工藝,需要適當磨除細粒并保持較粗晶粒,以得到好的焊接組織和熔寬。較粗晶粒可由晶粒整形設備提高晶粒質量。由于鈦系材料具有較高的含量,鈦金屬和其周圍的其他金屬與鈦金屬共生時,常在晶粒表面形成一定數量的微觀晶粒,呈鏡面形態,且晶粒大小不等,尺寸大小差異過大,結構不均勻,會導致焊縫預熱后的晶粒組織質量較差。因此在晶粒整形過程中,必須通過磨除晶粒數量。

{kind=link}